
当前位置:首页 > 产品中心









































高压造型机用铸铁型石灰石那里好
.jpg)
灰铸铁铸件生产技术 KW静压造型机及铸造生产线 百度文库
高压多触头压实的静压造型机,并不是任何情况下都需要吹气予紧实,据统计,大约65%的铸型直接压实,即可以获得满意的型腔硬度。 上述指标均在型砂及模型质量合格、上班稳定生产一 铸造用石灰石砂的特征及应用灰铸铁铸件生产技术石灰石砂原砂种类基本特征 主要成分CaCO3; 含游离SiO2;应用特点石灰石砂化学活性属碱性; 高温分解产生气膜,不粘砂铸钢的型砂和 铸造用石灰石砂的特征及应用百度文库2015年9月17日 该类机型目前是国际、国内更高端的砂型造型机,目前只有日本新东,日本东久、美国亨特尔可以生产,但因其价格昂贵在我国铸造行业的实际应用也受到很大限制。它的工作原理是利用压缩空气将型砂均匀地射入砂箱预紧 各类造型机优缺点及技术参数比对 全自动造型机水 2020年1月2日 与其他机器造型相比,高压机器造型的铸型比压、铸型硬度、紧实度较高,铸件机械性能和精度等级也较高。 按照高压造型的铸型分型面的位置,高压机器造型可分为水平分 高压机器造型分为哪几类? 百度知道
.jpg)
一文详解砂型铸造的工艺流程、原理、粘土湿型和不同类型的
2023年12月5日 用高压造型机造型时,由于压实比压提高到07Mpa以上,砂型硬度、紧实度和强度都大为提高,沿砂箱高度方向的紧实度分布得到有所改善,砂型轮廓清晰,可以得到尺寸比 对于粘土湿型砂铸造小型铸件,可以采用水平分型或垂直分型的无箱高压造型生产线,造型生产效率高,占地面积也少;对于中件(大于10千克),可选用各种有箱高压造型生产线、气冲造型 砂型造型工艺的选择 百度文库2023年9月15日 即加入许多外来质点,增加石墨结晶核心,得到珠光体灰口铁; 2)孕育铸铁 (又叫变质铸铁)适于较高强度、高耐磨性、气密性铸件。 最常用的孕育剂为含75% Si的铁合金,也有用含硅、钙、铁的合金。 3 灰口铁的生产特点 知识分享之铸造工艺(铸铁) 知乎2024年1月21日 石灰石在钢铁工业中的主要用途是(i)作为熔剂材料,以及(ii)其他用途,包括脱硫剂、生猪铸造机模具涂层、酸性水的中和、水处理、废水(污水)处理、烟气处理、污泥 石灰石——在钢铁工业中的加工及应用 MfgRobots
.jpg)
高压造型 百度百科
高压造型就是在高压制成的砂型中得到铸件的铸造方法,是一种新的工艺,在苏联、捷克、美国等国已成功地应于生产,所得筹件的表面光洁度不低于甲甲4可达7军军,,精确度也很高,可以代替壳 2022年12月11日 石灰在水泥化工行业用途比较多,开采后需要加工成12、13、24或者05的规格才能投入到使用中,那么就需要粉碎机进行加工才能把石灰石从原料达到颗粒状态,在石灰石 哪种设备能用于加工石灰石呢? 知乎2)型砂紧实度的要求要求铸型紧实度高且均匀。高压造型法由于铸型紧实度高,其铸型性能和铸件质量普遍好于中低压造型。高压造型法的目的就在于制出均匀的高紧实度铸型。理论和实验研究证明其压实方法和压头形式对紧实度有很大的影响。砂型铸造基础知识 百度文库砂型造型工艺的选择中等批量生产时,可以考虑应用树脂自硬砂、CO2 对于粘土湿型砂铸造小型铸件,可以采用水平分型或垂直分型的无箱高压造型生产线,造型生产效率高,占地面积也少;对于中件(大于10 千克),可选用各种有箱高压造型生产线 砂型造型工艺的选择 百度文库

4铸造湿型砂铸件表面缺陷pdf 20页 原创力文档
2017年7月18日 因而铸造工厂选用 了优质活化膨润土,使一般铸件的型砂热湿拉强度在≥15kPa,高压造型生产汽缸体≥25kPa ,铸件就 不会出现夹砂缺陷。 ⑶型砂附加物:铸铁湿型砂加入煤粉不仅是抗粘砂灵验配方,而且生产经验表明,对减轻夹砂缺陷也 大有补益。砂型造型工艺的选择(2)CO2吹气硬化水玻璃砂工艺普通CO2 吹气硬化水玻璃砂工艺是水玻璃粘结剂领域里应用最早的一种快速成型工艺。其优点主要有:①设备简单,操作方便,使用灵活。②粘结剂无毒无味,成本低廉。③砂型高温退让性好,铸件的收缩 砂型造型工艺的选择 百度文库2021年6月4日 震击紧实适用于大砂箱,砂箱高度不低于150mm,否则紧实效果不好。其型 近年来,国内外大量发展和采用高压压实造型机。用高压造型机造型时,由于压实比压提高到07Mpa以上,砂型硬度、紧实度和强度都大为提高,沿砂箱高度方向的紧实度 各种典型铸造技术的原理和方法—砂型铸造技术邻砂型铸造工艺过程及设备知识 根据其紧实原理造型机可分为震击/震压造 型机、高压造型机、射压造型机、静压造 型机、气冲造型机等。 根据是否使用砂箱又可分为有箱造型机和 无箱/脱箱造型机。砂型铸造工艺过程及设备知识百度文库

铸铁(主要由铁、碳和硅组成的合金的总称)百度百科
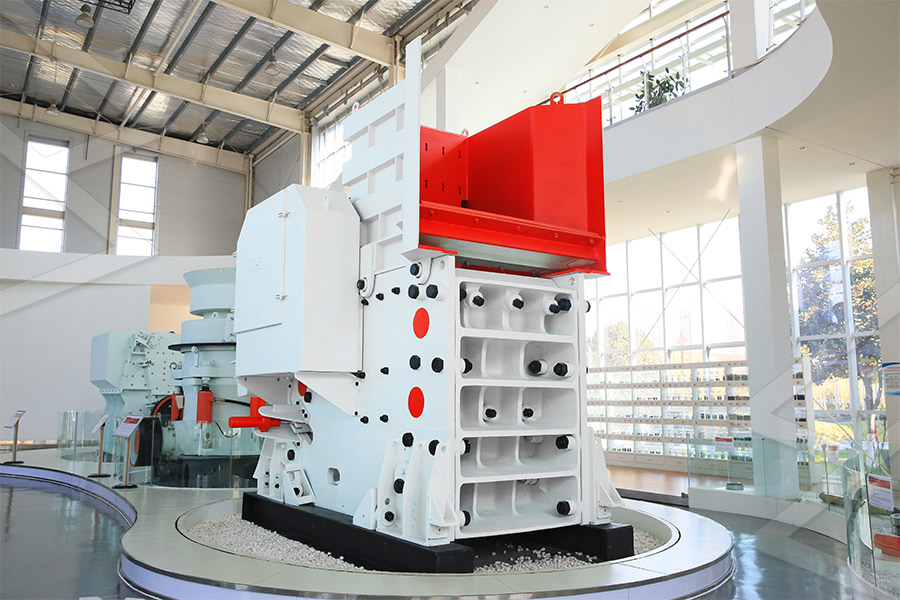
3 球墨铸铁。球墨铸铁的石墨呈球状。将灰口铸铁 铁水 经 球化处理 后获得,析出的石墨呈球状,简称 球铁。碳全部或大部分以自由状态的 球状石墨 存在,断口成 银灰色。比普通灰口铸铁有较高强度、较好韧性和塑性。其牌号以“QT”后面附两组数字表示,例如:QT455(组数字表示最 本发明涉及冶金铸造用脱模剂,更具体地说,涉及一种铸铁机用脱模剂。技术背景铸铁机,是将铁水连续铸造铁块的设备,它是一台倾斜向上的装有许多铁模和链板的循环链带,它环绕着上下两端的星形大齿轮运转,上面的星形大齿轮为传动轮,由电动机带动,下端的星形大齿轮为导向轮,其 一种铸铁机用脱模剂的制作方法2023年12月29日 根据以上的分析,结合了本公司的实际情况,采用多触头高压造型即可满足高刚度的铸型条件,其他条件可根据具体情况进行分析设计,分析得出无冒口高强度灰铸铁飞轮壳铸造是可行的。多触头高压造型机如图1所示。高强度灰铸铁飞轮壳的无冒口铸造工艺 360doc例如汽车、拖拉机、柴油机等工业中,质量在300~500kg 以下的薄壁铸铁件,现都已成功地采用湿型铸造。现代化 造型方法有:普通机器造型、微震压实造型、多触头高压造型、射压造型、冲击造型及静压造型等。砂型铸造湿型铸造 百度文库

铸造煤粉知识汇编及煤粉在球墨铸铁中的应用!聚展
2023年9月2日 对于高压造型设备,无论水平分型或垂直分型,型砂中都应采用粗粒的煤粉。 这样,一方面可以适当提高铸型的透气能力,减少铸件产生气孔缺陷的几率;另一方面,采用粗煤粉,浇注时挥发分的释放减缓,型砂中的灰分减少、复用性能改善,对于保证型砂性能的稳定至关重 1975年 葡萄牙 42届国际铸造会议上 西德 的交流论文。 引言在现代高压造型机上紧实湿型砂的优点胜过不利条件。因而高压造型机正在变得日益重要和普遍。优点:铸型比较坚实;铸件的尺寸精度比较好,轮廓清晰,表面质量高;对使用 无箱造型 具有较大的潜力;生产率较高,,声能降低造型 高压造型机 抖音百科第2章(1)砂型铸造的造型工艺第2章(1)砂型铸造的造型工艺节 砂型铸造的造型工艺铸造可分为砂型铸造和特种铸造。 砂型 铸造的应用最为广泛,其基本工序是:模样和 芯盒制作、配制型(芯)砂、造型造芯、合型、 熔炼合金、挠注、落砂清理和检验。第2章(1)砂型铸造的造型工艺 百度文库建议用无氮树脂,即呋喃Ⅰ、Ⅱ型 树脂作粘结剂。 单一 球 铁 砂 小件 4653 3445 ≥100 120150 表二:东风汽车公司铸造工厂湿型砂配比 用铸 途 件 旧砂 气缸体 96 (HT250) 高压 造型 曲轴 (QT7002) 96 单一 桥壳 952 砂 (QT40010) 挤压 灰铸铁 96铸造——砂型与砂芯制造 百度文库

湿型砂紧实率和含水量(学习笔记) 简书
2023年4月16日 手工造型要求起模性好,希望型 砂较湿一些。高密度造型要求型砂具有较高流动性,以便砂型各处紧实均匀,希望型砂稍干一些 工厂的型砂含水量在 25~40%范围内,平均为 31%。欧美各国的铸钢型砂的含水量和挤压造型的铸铁型 多触头高压造型机的压实比压大于07MPa,砂型紧实度高,铸件尺寸精度较高,铸件表面粗糙度低,铸件致密性好 。 新闻 贴吧 知道 网盘 图片 视频 地图 文库 资讯 采购 百科 百度首页 登录 注册 进入词条 全站 帮助 首页 秒懂百科 特色百科 知识 多触头高压造型机 百度百科造型方法有压实、高压、震击、射砂紧实、气流冲击紧实、静压等。紧实度分布见图。(组成及造型方法,紧实度分布) 不同造型方法的紧实度曲线 1震击造型2高压造型(压实造型与此类似)3微震加高压紧实造型4气流加压紧实(静压)造型5气冲造型6射砂材料加工第2章作业参考答案百度文库2018年12月14日 注:1砂箱内框平均尺寸指砂箱分箱面内框长加宽的算术平均值。 2砂箱重量以铸铁为例。 2 3 典型砂箱 (1)手工造型和半机械化造型(如震击造型机)用的砂箱: 砂箱为单层壁结构,有手柄或吊轴,箱壁 多 有排气孔,多采用整铸式,也有用钢材焊制的。 砂 铸造砂箱的设计、选用原则、类型尺寸搜狐汽车搜狐网
.jpg)
通常,对于高压造型的砂型硬度要求在()单位之间。考试
4 天之前 单项选择题通常,对于高压造型的砂型 硬度要求在()单位之间。 A8590 B7080 C75–85 D9095 点击查看答案 您可能感兴趣的试卷 在型芯里放置芯骨时,若是小型芯的芯骨,则一般用铸铁 铸成。题型:判断题 热加工可以用于生产毛坯或零件。 二、造型机的结构组成及造型生产线系统 1型板框 (1)型板框由框体、型板、型板面耐磨条、排气塞、支承框、电气接线等组成。 (2)当模型有吊砂时,用改变支承框的办法加大型板深度,而不需改变框体。灰铸铁铸件生产技术 KW静压造型机及铸造生产线 百度文库2019年12月17日 上面三种是我们比较常见和常用的磨粉机特点和适用物料分析,除此之外,还有超压梯形磨、高压悬棍磨、环辊微粉磨等其他磨粉机种类,磨粉机设备种类和型号众多,我们只有掌握了其特性和自己加工物料的特点以及需求,才能更好的选择合适自己需求的设备。石灰石磨粉,磨粉机种类众多,如何选择? 知乎2017年5月29日 高压造型工艺pdf,高 压 造 型 工 艺 眉 山 车辆 工 厂 未灿 贤 高压造型是六十年代 以来得到迅 速发展 的造型方怯 。 它不 但具有生产效率 高、 造型 质量好 的优 点, 而且能提 高铸件 的 精 度 和 。 丫丫 减轻铸件 的重量 我厂 在 年末建成一 条 , 岛岛 程 控半 动 高压造 型 线高压造型工艺pdf 6页 原创力文档

什么是造型机,都有哪些类型用途? 百度知道
2018年7月1日 什么是造型机,都有哪些类型用途?造型机用于制造砂型的铸造设备。它的主要功能是:填砂,将松散的型砂填入砂箱中;紧实型砂,通过震实、压实、震压、射压等不同方法使砂箱中松散的型砂紧实,使砂型在搬运和浇注等过2012年10月29日 铸铁用湿型砂中加入煤粉有何作用?其作用机理是什么?如何选用煤粉? 高压造型和普通机器造型型砂的有效含量分别大约取35~50%和45~60% 为宜。生产球墨铸铁件时,还要求在浇注时型腔中充满大量还原性气氛,以防止铁液中的镁和硫化 铸铁用湿型砂中加入煤粉有何作用?doc 豆丁网3在铸铁用粘土湿型砂中,必须全部采用新砂混制型砂。(错) 4型腔内只要有气体,就会在铁液中形成侵入性气孔。(错) 5与普通机器造型相比较,高密度造型用湿型砂的主要特点是水分高、强度低、流动性好。(错) 四影响粘土砂强度和透气性的因素有铸造砂分类 百度文库(8) 地坑造型 节 砂型铸造的造型工艺 铸造可分为砂型铸造和特种铸造。砂型 铸造的应用最为广泛,其基本工序是:模样和 芯盒制作、配制型(芯)砂、造型造芯、合型、 熔炼合金、挠注、落砂清理和检验。 铸造生产常规工艺流程 型砂配制 模样制作 芯盒制作第2章(1)砂型铸造的造型工艺 百度文库
.jpg)
铸造技术!粘土湿型砂所有优缺点及几种常用的附加材料
2017年10月9日 近30年来,高压造型设备的应用日益广泛。对于高压造型设备,无论水平分型 德国有一家生产风冷发动机铸铁件的铸造厂,用高压造型 线造型,系统砂是加煤粉的黏土湿型砂。生产缸体铸件时,模样上有一不大的凹陷,取模时吊砂不易脱出 2019年10月18日 石灰石破碎机用 锤式破碎机,反击式破碎机,颚式破碎机,立轴式破碎机都可以的 百度首页 具体镶铸生产工艺过程为:在型腔某部位预先放人具有良好耐磨性的预制块(高铬合金铸铁或钢结硬质合金),然后向型 破碎石灰石用什么材质的锤头比较好百度知道铸造生产新工艺图437 DISA垂直分型无箱射压造型机工艺过程1射砂板;2压实模板;3反压模板(a)正反压模板组成造型室,射砂(b)正压模板实型砂(c)反压模板退出,完成起模Ⅰ(d)正压模板将砂型推出,合型(e)正压模板退回,完成起模Ⅱ(f)反压铸造生产新工艺百度文库2020年1月2日 水平分型高压造型的加砂方式有高压射砂和重力加砂两种方式,紧实的压头有平压头、成型压头、多触头压头等多种形式。水平分型脱箱高压造型的工艺过程如图1所示。2)垂直分型高压造型垂直分型高压造型的铸型分型面为铅垂面,即与水平面相垂直的平面。高压机器造型分为哪几类? 百度知道

正压型铸铁高压电机 正压型电机与发电机 (Motors and
正压型电机与发电机 正压型铸铁高压电机 正压型铸铁高压电机 针对1区和2区的设备保护级别Gb和Gc ABB针对1区和2区提供范围广泛的增安型Ex p电机。该系列电机获得了IECEx 和ATEX认证,并且符合很多其他国际和国家标准的要求。 Ex p 电机的防护原则是 2016年7月18日 高压造型 、射压造型、气冲造型和静压造型改造落后的传统铸造工艺。 设为首页 了通过设备的技术改造和实行有效的管理所带来的变化,是铸造企业实现“降本增效”Z好范例。 该高压造型线虽然为当时国际上Z 高压造型、射压造型、气冲造型和静压造型改造落后的传统 压实造型机中有高压造型机和水平分型脱箱压实造 型机两种。 1)高压造型机 近年来正向负压加砂高压 造型机发展,它的最大特点是:在负压状态下完成加砂和 压实,所以,加砂均匀,并有一定的预紧实作用再加上 压实作用,铸型强度高且均匀。 2)多 铸造—造型重点方法百度文库灰铸铁铸件生产技术 铸造方法的选择几克~几公斤CT4~9很好任何复杂程度批量生产时比完全用机加工生产便宜尺寸精度高、表面光洁,但工序繁多,劳动强度大各种批量的铸钢及高熔点合金的小型复杂精密铸件,特别适合铸造艺术品、精密机械零件陶瓷型铸造灰铸铁铸件生产技术 铸造方法的选择百度文库

石灰石粉仓系统技术规范书 百度文库
(供方选型供货) 技术要求 粒径≤石灰石粉通过自卸式罐车送入混凝土制石灰石粉贮仓,供方负责该工程石灰石粉输送系统的系统设计、输送设备供货、调试,具体工作范围如下:石灰石粉输送系统的系统设计,包括石灰石粉接收系统、气化空气系统、石灰石粉料仓2015年9月17日 这种造型机﹐使远离施压面的砂型紧实度差。20世纪50年代初出现了高压造型机﹐砂型平面上的压强在 07兆帕以上。高压造型机的压头分为平压头﹑成形压头和多触头压头等几种结构形式。其中以高压多触头造型机应用更为广泛。各类造型机优缺点及技术参数比对 全自动造型机水平造型机 湿型铸造是指砂型造好后,不烘干就进行浇注的铸型,成本低、生产率高。湿型铸造法的基本特点是砂型(芯)无需烘干,不存在 硬化 过程。 其主要优点是生产灵活性大,生产率高,生产周期短,便于组织流水生产,易于实现生产过程的机械化和自动化;材料成本低;节省了烘干设备、燃料 湿型铸造 百度百科2 天之前 想知道哪种铸造工艺适合您的制造需求? 本文将告诉您有关它们的一切。 随着工业需求和应用的增加,对复杂和高质量产品的需求也随之增加。 幸运的是,有不同类型的铸造工艺可以制造出满足各种应用和用户需求的复杂而精密的产品。11 种不同类型的铸造工艺 rapidirect